Các lệnh G-Code trong máy CNC đầy đủ nhất chi tiết nhất
- Danh mục: Thư viện mẫu
Bạn đã bao giờ nghe nói đến lệnh G-code chưa? Nếu như người bình thường thì đây quả là một thuật ngữ xa lạ, nhưng với dân kỹ thuật, nhất là những ai từng làm trong ngành công nghệ gia công cắt gọt cơ khí CNC và lập trình gia công CAM thì đều không xa lạ với G-Code. Vậy G-Code là gì? Các lệnh G-Code trong máy CNC có ý nghĩa cụ thể như thế nào ? Hãy cùng inbienquangcao.vn tìm hiểu ngay sau đây nhé !
G-code là gì ?
Để biết G-code là gì, trước tiên chúng ta hãy cùng nói qua về công nghệ CNC nhé, CNC đây là một dạng cơ khí chính xác mà các hoạt động của nó đều được điều khiển bằng máy tính. Chính vì thế việc điều khiển này đòi hỏi phải có hệ thống ngôn ngữ lập trình riêng được gọi là ngôn nhữ mã lệnh của máy CNC. Hệ thống ngôn ngữ này được gọi tắt là G-code.

Xem thêm: Địa chỉ cắt khắc CNC – laser giá rẻ?
Như vậy có thể hiểu một cách khái quát là G-Code là ngôn ngữ lập trình chung cho hầu hết các máy CNC hiện nay, từ máy phay, máy tiện, máy cắt (laser, plasma, xung điện, nước), máy đột, chấn…nhờ hệ thống G-code mà các máy này được vận hành một cách trơn tru, thuận lợi theo đúng như bản lập trình đã đề ra trước đó.
Tuy nhiên, ngôn ngữ G-cod cũng không hoàn toàn giống nhau 100% ở các loại máy, với các loại máy và hãng máy khác nhau cũng có sự khác biệt về một vài lệnh, tập lệnh, người vận hành cần tìm hiểu rõ về công nghệ, tập lệnh máy được hỗ trợ để lập trình đúng.
Các thợ cơ khí tạo mã G-code như thế nào ?
Với một kỹ sư cơ khí có kinh nghiệm thì việc viết các G-code là việc làm thường xuyên, mã G-code có thể được họ viết từ đầu bằng tay, chỉnh sửa mã G-code hiện có trên bộ nhớ của máy CNC. Tuy nhiên ngày nay bằng sự phát triển của công nghệ, các thợ máy còn có thể tận dựng sự có mặt của các phần mềm như CAM như MasterCAM, Siemens NX, vv. để tạo đoạn mã G-code
Khám phá : Máy CNC là gì? Ứng dụng của máy CNC trong làm biển quảng cáo
Cụ thể thì các phần mềm CAM có thể tạo mã G-code từ hình ảnh hoặc tệp CAD. Trong ngành công nghiệp CAD rộng lớn ngày nay, cũng có các chương trình chỉnh sửa CAD tự động chuyển đổi các tệp CAD thành mã G-code.
Nguyên lý vận hành mã lệnh của G-code trong CNC
Để vận hành được máy CNC bằng G-code, chúng ta có quy trình vận hành như sau : Ban đầu, ta sẽ lập trình trên chi tiết hoạt động theo yêu cầu và sẽ được nạp vào máy.
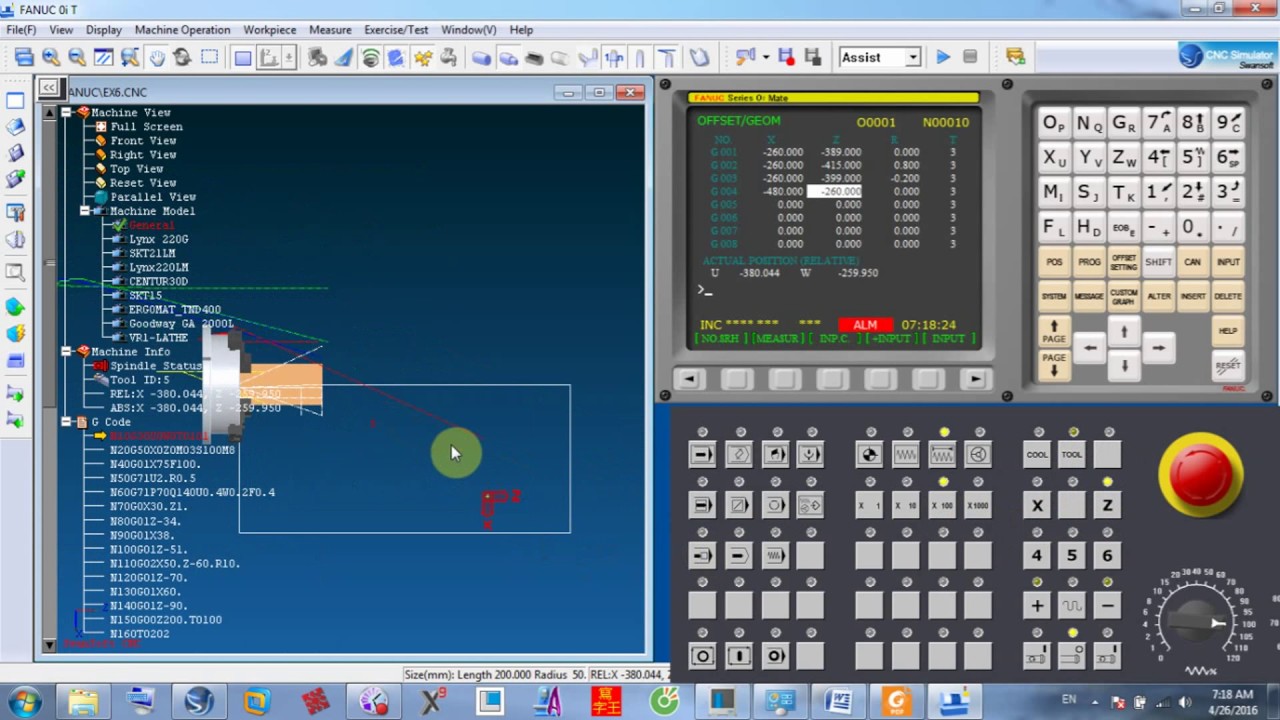
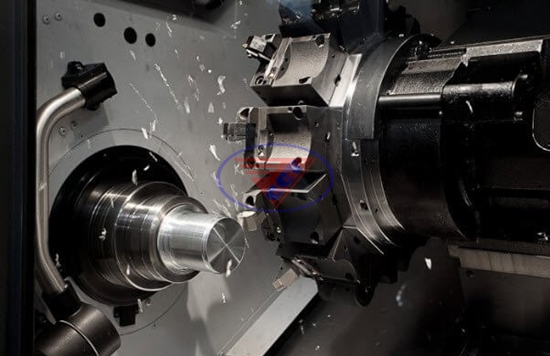
Sau đó, sử dụng mã G-code và các hướng dẫn của mã G-code để vận hành máy, nhờ hệ thống mã này kết hợp với bản lập trình về sản phẩm, công cụ cắt của máy sẽ tiến hành cắt gọt nguyên liệu ra khỏi khối để tạo ra sản phẩm hoàn chỉnh.
Trong quá trình vận hành, các mã G-code được người vận hành sử dụng một cách linh hoạt để chỉ thị vị trí cho máy CNC đi đến đâu và cách thức di chuyển như thế nào, lên, xuống, sang phải sang trái, nhanh chậm, cắt sâu bao nhiêu
Các lệnh G-code trong máy CNC
Các lệnh G-code trong máy CNC hầu hết được bắt đầu bằng chữ G, đây cũng là lý do người ta đặt tên ngôn ngữ lập trình này là G-code. Tuy nhiên, trong hệ thống mã lệnh này vẫn còn sự xuất hiện của những chữ cái khác, ví dụ như Chữ X chỉ thị sự di chuyển ngang trục X của bàn máy.Chữ Y chỉ thị sự di chuyển dọc trục Y của bàn máy.Chữ Z chỉ thị độ sâu di chuyển của trục Z.Các số bên cạnh các chữ cái này xác định tọa độ di chuyển cho bàn máy. Còn bây giờ hãy cùng tìm hiểu chi tiết nhé !
G00 : Di chuyển dao tốc độ nhanh, tốc độ này có thể cài đặt và điều chỉnh trực tiếp
G01 : Nội suy tuyến tính đường thẳng với tốc độ ăn dao F
G02 : Nội suy cung tròn theo chiều kim đồng hồ với tốc độ F
G03 : Nội suy cung trong ngược kim đồng hồ ngược chiều kim đồng hồ với tốc độ F
G04: Thời gian dừng cuối hành trình
G15: Hủy chế độ nội suy theo tọa độ cực
G16: Chế độ nội suy theo tọa độ cực
G17: Chọn mặt phẳng gia công XY
G18: Chọn mặt phẳng gia công XZ
G19: Chọn mặt phẳng gia công YZ
G20: Hệ inch
G21: Hệ Milimet
G28: Gọi dụng cụ về điểm chuẩn R
G30: Trở về điểm chuẩn thứ 2, 3, 4
G37: Bù trừ dao tự động theo Z
G40: Hủy bù trừ bán kính mũi dao
G41: Bù trừ bán kính mũi dao bên trái
G42: Bù trừ bán kính mũi dao bên phải
G43: Bù trừ chiều dài dao dương
G44: Bù trừ chiều dài dao âm
G49: Hủy bù trừ chiều dài dao
G50: Hủy khuyếch đại đường chuyển dao
G51: Khuyếch đại đường chạy dao
G52: Thiết lập hệ tọa độ phôi cục bộ
G53: Thiết lập hệ tọa độ máy
G54 – G59: Thiết lập hệ tọa độ phôi từ thứ 1 đến thứ 6
G60: Định vị nhanh dụng cụ theo 1 hướng
G61: Chế độ dừng chính xác
G62: Tự động giảm tốc tại góc nhọn giữa 2 đường
G63: Chế độ taro bình thường
G65: Gọi chương trình macro
G66: Gọi chương trình macro modal
G67: Hủy gọi chương trình macro modal
G68: Xoay hệ tọa độ
G73: Chu trình khoan bẻ phôi
G74: Chu trình taro ren trái
G76: Chu trình doa tinh lỗ
G80: Hủy chu trình khoan lỗ
G81: Chu trình khoan mồi
G82: Chu trình khoan có thời gian dừng ở đáy lỗ
G83: Chu trình khoan sâu
G84: Chu trình taro ren phải
G85: Chu trình doa lỗ và lùi dao ra với với tốc độ tiến dao F
G86: Chu trình doa lỗ và lùi dao nhanh ra ngoài mà trục chính ngưng quay
G87: Chu trình doa mặt sau lỗ
G88: Chu trình doa lùi dao bằng tay
G89: Chu trình doa có dừng ở đáy lỗ
G90: Lập trình tuyệt đối
G91: Lập trình tương đối
G92: Thiết lập góc tọa độ từ vị trí hiện tại của dụng cụ
G94: Đơn vị ăn dao trên phút
G95: Đơn vị ăn dao trên vòng
G96: Tốc độ cắt mặt không đổi (met/phút)
G97: Hủy tốc độ cắt mặt không đổi (vòng/phút)
G98: Lùi dao đến cao độ xuất phát trong các chu trình gia công lỗ
G99 : Lùi dao đến cao độ an toàn R trong các chu trình gia công lỗ
Nếu mới bắt đầu dấn thân vào ngành cơ khí CNC, bạn hãy cố gắng học thuộc ngay Các lệnh G-Code trong máy CNC vừa được cung cấp bởi inbienquangcao.vn trong bài viết trên đây để phục vụ tốt nhất cho công việc của mình nhé!
Bài viết liên quan
 Bản vẽ kỹ thuật là gì? Cách phân loại bản vẽ kỹ thuật cơ khí hiện nay Posted in Thư viện mẫu
Bản vẽ kỹ thuật là gì? Cách phân loại bản vẽ kỹ thuật cơ khí hiện nay Posted in Thư viện mẫu Xưởng Gia công CNC chính xác lấy ngay giá rẻ nhất tại Hà Nội Posted in Biển quảng cáo
Xưởng Gia công CNC chính xác lấy ngay giá rẻ nhất tại Hà Nội Posted in Biển quảng cáo Vật liệu cách điện là gì – Tầm quan trọng và phân loại Posted in Thư viện mẫu
Vật liệu cách điện là gì – Tầm quan trọng và phân loại Posted in Thư viện mẫu Máy cắt dây CNC là gì? Cách hoạt động và Ưu nhược điểm Posted in Thư viện mẫu
Máy cắt dây CNC là gì? Cách hoạt động và Ưu nhược điểm Posted in Thư viện mẫu Máy CNC là gì? Ứng dụng của máy CNC trong làm biển quảng cáo Posted in Thư viện mẫu
Máy CNC là gì? Ứng dụng của máy CNC trong làm biển quảng cáo Posted in Thư viện mẫu Công nghệ cắt gọt kim loại phổ biến hiện nay bạn nên biết Posted in Thư viện mẫu
Công nghệ cắt gọt kim loại phổ biến hiện nay bạn nên biết Posted in Thư viện mẫu Po là gì? Ý nghĩa và tác dụng của PO trong từng lĩnh vực Posted in Thư viện mẫu
Po là gì? Ý nghĩa và tác dụng của PO trong từng lĩnh vực Posted in Thư viện mẫu Gia công hộp đèn hút nổi in UV giá rẻ nhất / Lấy ngay trong ngày Posted in Dự án
Gia công hộp đèn hút nổi in UV giá rẻ nhất / Lấy ngay trong ngày Posted in Dự án 8000+ Mẫu Standee Đẹp, chuyên nghiệp không thể bỏ qua 2022 Posted in Thư viện mẫu
8000+ Mẫu Standee Đẹp, chuyên nghiệp không thể bỏ qua 2022 Posted in Thư viện mẫu 12+ Phần mềm thiết kế nhà 3d miễn phí tốt nhất hiện nay Posted in Thư viện mẫu
12+ Phần mềm thiết kế nhà 3d miễn phí tốt nhất hiện nay Posted in Thư viện mẫu